

导读:在1993年,舒勒首次向美国汽车制造商福特公司交付了 3 条热冲压生产线。当时所采用的这项新技术作为汽车轻量化结构解决方案迅速奠定了其全球市场地位,并引领了轻量化结构成形技术的发展趋势:现在,舒勒已经售出了第100套热冲压设备,购买方为一家中国的汽车零部件供应商。
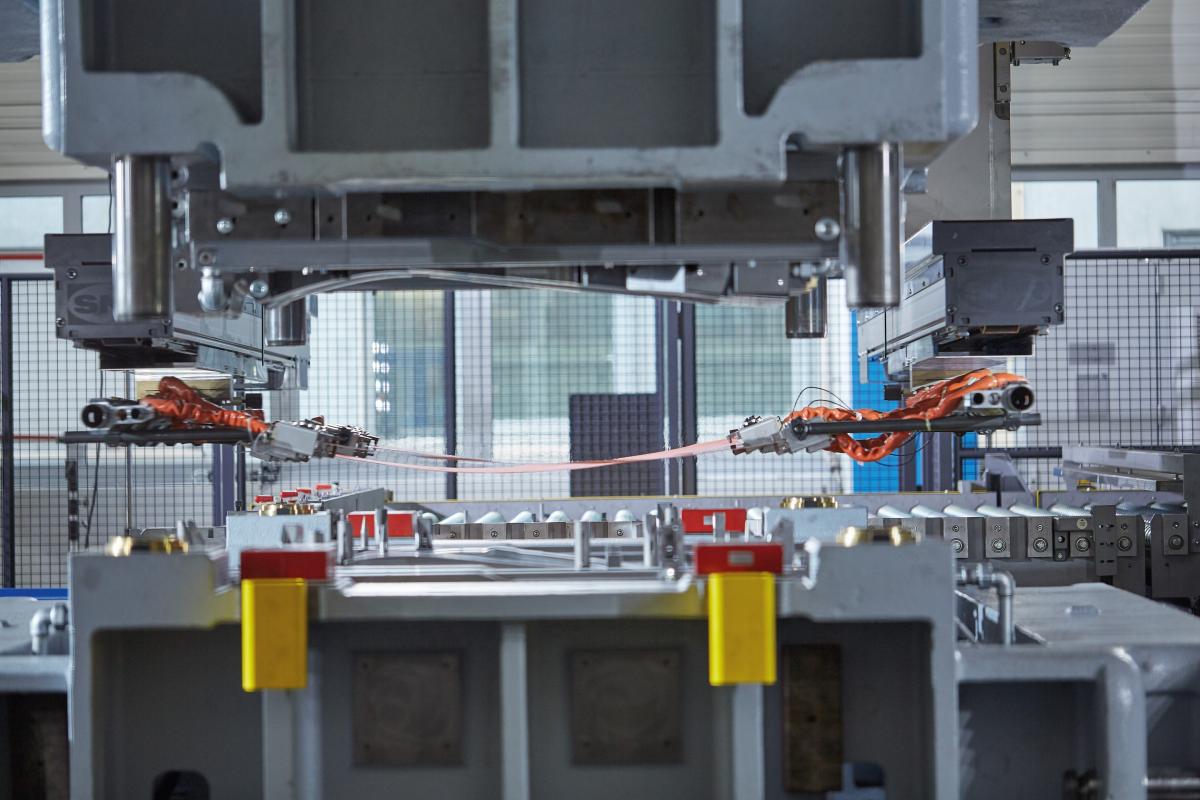
图1:热冲压技术作为轻量化汽车结构的经济型解决方案已奠定了其全球市场地位。

图2:2016年,舒勒在公司总部格平根成立了热冲压技术中心,对热冲压技术进行研究与展示。

图3:该工艺主要通过将钢板料片加热到930度,然后在成形过程中冷却。实现效果:出色的拉伸强度。所有照片均出自舒勒。
“与铝材、碳纤维增强复合材料和双相钢的成形工艺相比,这项用于轻量化车身结构的技术成本更低,”舒勒液压部负责人Daniel Huber说道。舒勒中国CEO Oemer Akyazici先生补充道:“一些中国的汽车制造商与零部件供应商,如上海赛科利汽车模具技术应用公司和宝伟,越来越倾向热冲压技术。”
20世纪90年代早期,引入了将钢板料片加热到930度,然后在成形过程中冷却这种工艺。此工艺最初是为了提升汽车的乘客安全,如增强萨博9000的车门强度,以使其通过美国严格的碰撞测试。
而热成形技术最早用于大批量生产的对象则是福特在欧洲生产的Sierra系列汽车和在美国生产的Mercury系列汽车。当时,汽车的侧门防撞梁和保险杠全部由舒勒的设备进行生产。2000年以后,业界越发关注这种技术在兼具轻量化与安全性方面的潜力。与冷成形高强度钢相比,冲压硬化(热冲压)零部件具有更高的拉伸强度,因此可以减少材料的用量,使零部件的重量更轻。
2006年,大众帕萨特的车身首次采用由12个冲压硬化部件组成。为此,舒勒在最短的时间内制造了6条热冲压生产线,并将其安装在Kassel工厂。“热冲压技术仍被越来越多地使用,”舒勒压力机(瓦格霍伊塞尔)公司总经理Daniel Huber说道。
目前,在全球有400多套热冲压系统,每年生产约5亿个零部件。Huber说专家们相信该技术的需求量会进一步增长:“舒勒在早期阶段便看到了这一发展趋势,2006年,舒勒在瓦格霍伊塞尔设立了冲压硬化能力中心。”2016年,舒勒又在公司格平根总部成立了热冲压技术中心,对热冲压技术进行研究与展示。

